Bestimmungs-System für Gewindebohrer und Schneideisen DC
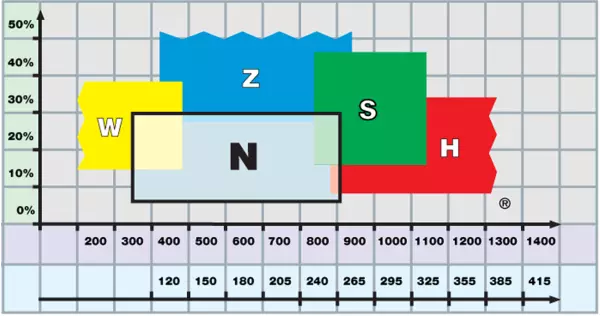
| Bruchdehnung |
| N = für "normale" Werkstoffe |
| W = für weiche Werkstoffe (Gelbband) |
| Z = für zähe Werkstoffe (Blauband) |
| S = für sonderlegierte Werkstoffe (Grünband) |
| H = für hochfeste Werkstoffe (Rotband) |
| | | Zugfestigkeit N / mm² |
| |
| | | Härte = HB |
Gerade Nuten und Schälanschnitt
Spiralnuten mit 40° Rechtsdrall
Gewindeformer mit Schmiernuten
Verjüngtes Führungsgewinde
Innenkühlung mit stirnseitigem Schmiermittelaustritt
Innenkühlung mit seitlichem Schmiermittelaustritt
Konisches Gewinde 1:16 (NPT - NPTF - Rc)
Zoll Grobgewinde (Unified Coarse Thread Series)
Zoll Feingewinde (Unified National Fine Thread Series)
Durchgangsloch, langspanende Werkstoffe
Durchgangsloch < 1.5 x D, kurzspanende Werkstoffe
Sackloch < 1.5 x D, langspanende Werkstoffe
Sackloch < 2.5 x D, kurzspanende Werkstoffe
Durchgangs- und Sackloch > 2.5 x D
2 - 3 Gewindegänge, Form C
Handgewindebohrer, Satz zu 3 Stück
“V“-Oberflächenbehandlung
Titancarbonitrid-Beschichtung
Nitriert (Oberflächenhärte ca. 1’100 HV)
Für klassisches Gewindeschneiden
Für synchrones Gewindeschneiden
Nitriert (d1 {> 3 mm, P {> 0.5 mm)
Schälanschnitt, beidseitig, ab Ø 3 mm